Großes Outdoor-SpezialUhren für Draußen
Wir haben Ihnen in diesem großen Outdoor-Spezial robuste Uhren für draußen zusammengestellt.
Sebastian Hutkai lehnt sich zurück und wirft einen kritischen Blick auf das winzige Stück Metall vor seinen Augen. Er nimmt die Lupe zu Hilfe, und tatsächlich: Er ist zufrieden mit dem Ergebnis seiner Arbeit, dem Bombieren eines Stundenzeigers. Dieser ist auf Kork fixiert, um von Hand die gewünschte Wölbung zu erhalten.
Das Geheimnis: «An der Form darf nur so viel wie nötig und so wenig wie möglich verändert werden», erklärt der Spezialist, der bei Moritz Grossmann für die Fertigung der Uhrzeiger zuständig ist. In der Manufaktur in Glashütte werden alle Zeiger von Hand gefertigt – wie einst in der «guten alten Zeit».Die Geschichte dieser Komponenten geht auf die Erfindung des Uhrwerks zurück, dessen regelmäßiger Gang durch die Zeiger auf einer Zahlenskala ablesbar gemacht wird. Zu Anfang genügte ein Stundenzeiger, ab Ende des 17. Jahrhunderts gab es die ersten Uhren mit zusätzlichem Minutenzeiger.
Zu Beginn wurden die Zeiger aus Blechen ausgestochen und ziseliert, später schlug man sie mit Formen und Hammer aus einem Metallband aus. Schon früh entstand so etwas wie der «Goldene Schnitt» für Zeiger: Demnach soll der Stundenzeiger etwa ein Drittel kürzer als der Minutenzeiger sein. Dabei darf er laut dieser Regel etwa ein Fünftel breiter ausfallen als der Minutenzeiger.
Ein weiteres optisches Kennzeichen: Der schnell rotierende Sekundenzeiger trägt oft ein Gegengewicht, das zur perfekten Balance beiträgt. Das kann, muss aber nicht, denn für das Aussehen von Zeigern gibt es keine Regeln. Zwar sind einige allgemeingültige Formen und Bezeichnungen entstanden, aber der Fantasie sind keine Grenzen gesetzt.
Dementsprechend haben Händler für Uhrenteile bisweilen mehrere Hundert verschiedene Zeiger im Sortiment. Diese können importiert sein – Massenprodukte kommt meist aus Fernost – oder aus europäischer Herstellung stammen.
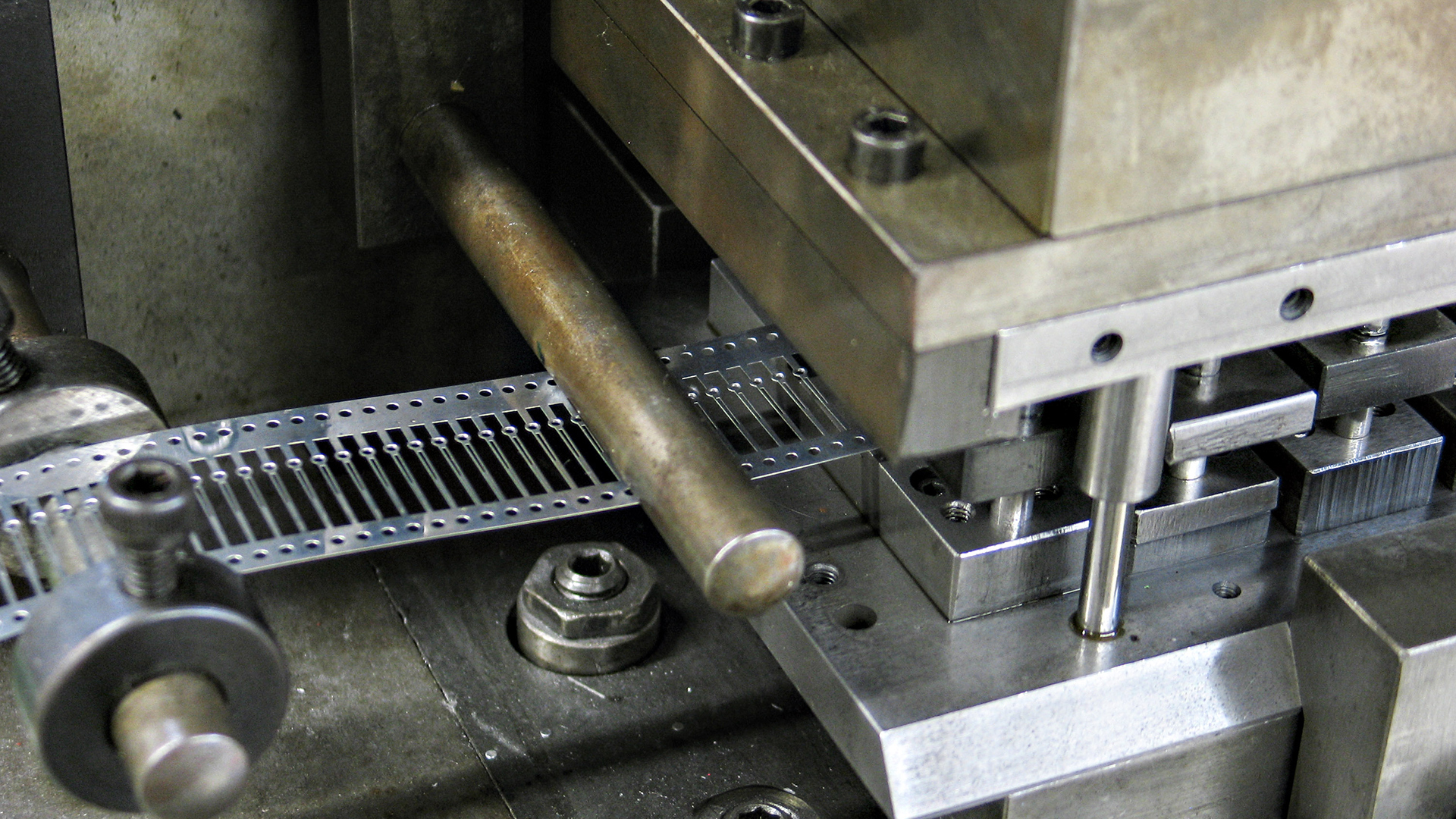
Die automatisierte Fertigung beginnt mit Metallbändern aus Messing oder Neusilber – den gängigsten Materialien. Dank seitlicher Führungslöcher werden die Metallbänder automatisch durch eine Stanzmaschine geführt. Die Maschine stanzt die Zwischenräume zwischen den Zeigern aus, die zur Weiterbearbeitung noch im Band verbleiben.
Der nächste Schritt ist das Futter für den Zeiger, auch Buchsung genannt. Es sorgt wie ein Führungsrohr für den korrekten Sitz auf dem Stunden- oder Minutenrohr. Diese Buchsung entsteht durch die Verformung des Lochs im Zentrum des Zeigerkopfes; der Fachbegriff für diese Verformung heißt Ziehen. Bei hochwertigen Zeigern wird die Buchsung aufgenietet.
Danach geht es um die Optik: Die Zeiger – noch immer im Metallband fixiert – werden bedruckt oder lackiert. Dann werden die Zeiger ausgeschnitten und je nach gewünschtem Effekt galvanisch vergoldet oder vernickelt. Dekorative Wölbungen, Falten oder Kanten, die in einer Presse entstehen, sorgen schließlich für die gewünschte Dreidimensionalität. Eine Hochglanzpolitur bringt diese Form zur Geltung; beliebt sind auch das Bläuen der Zeiger oder das Belegen mit Nachleuchtmasse. Je nach Aufwand sind insgesamt 15 bis 20 Arbeitsschritte bis zur Fertigstellung erforderlich.
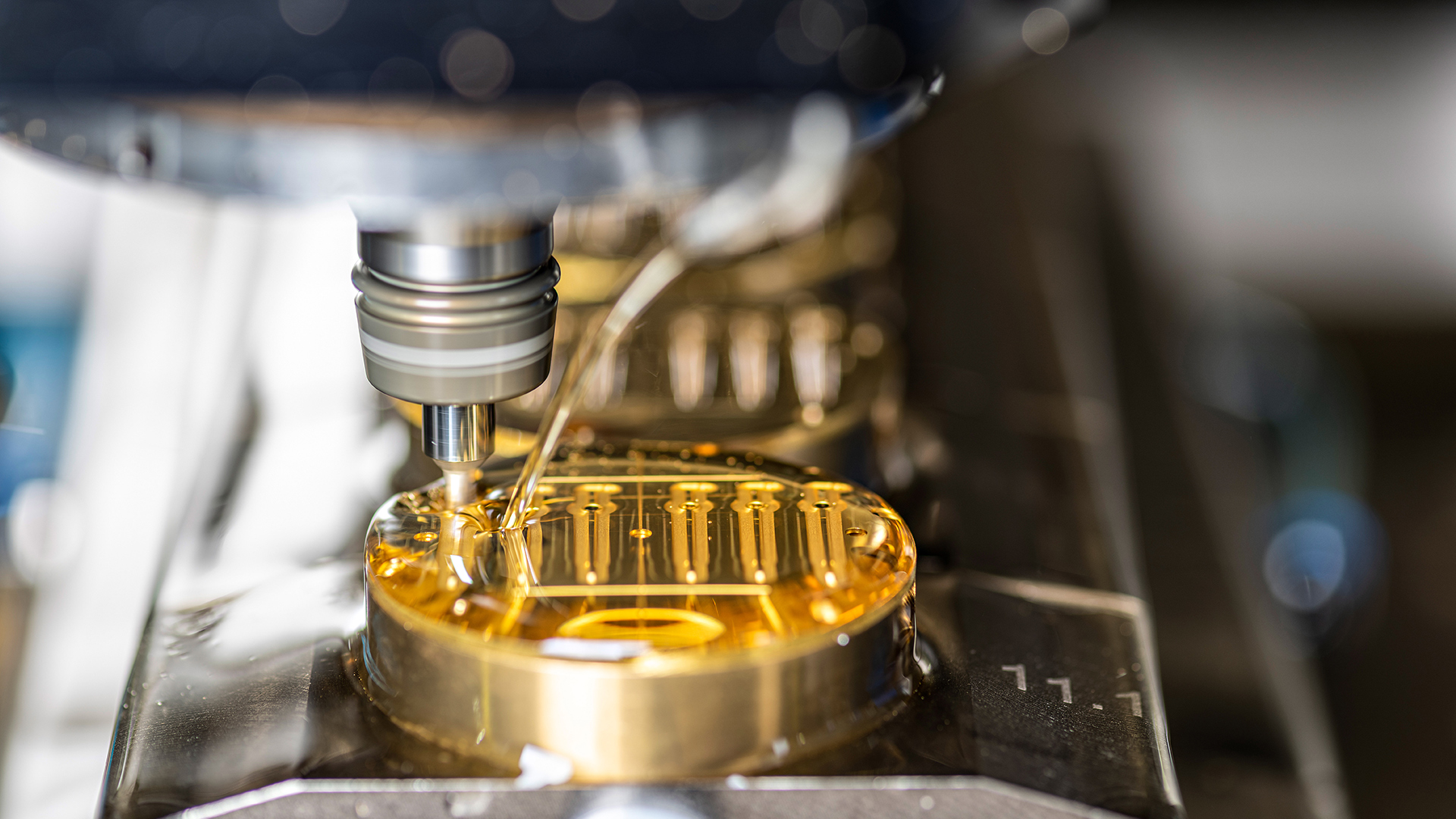
Wo mehr Individualität gewünscht ist, werden Zeiger mittels CNC-Fräse oder Drahterosion einzeln ausgeschnitten. So beginnt die Herstellung von Zeigern bei Moritz Grossmann in Glashütte. Dort hat man einen hohen Anspruch an die Fertigungstiefe und daher auch die Kompetenz der Zeigerherstellung aufgebaut.
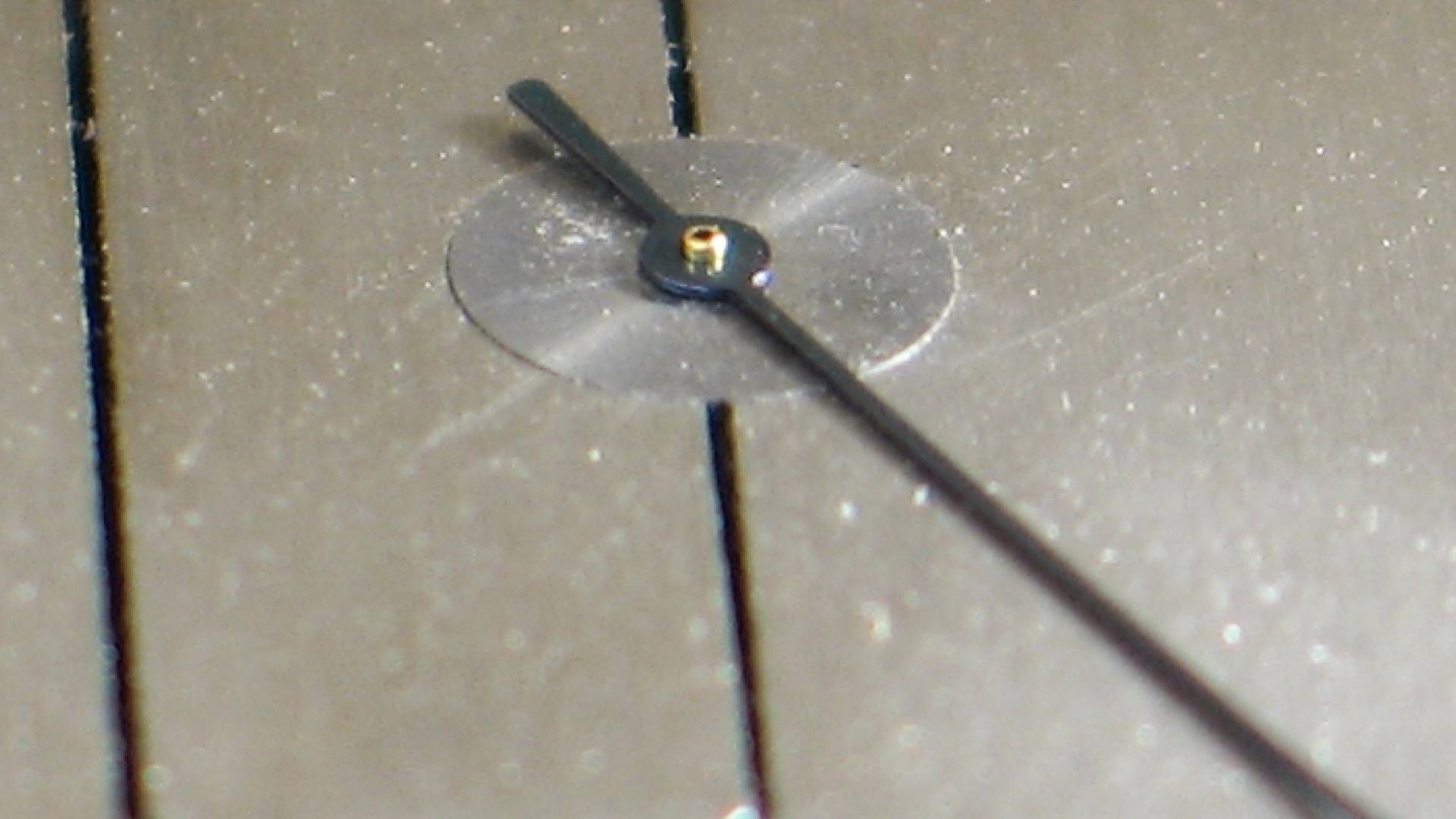
Diese beginnt bei Moritz Grossmann mit dem Rohmaterial, das in Form von dünnen Plättchen aus Industriestahl oder hochwertigen Metallen wie Gold vorliegt. Aus diesen werden rohe Zeiger erodiert oder gefräst und von da an ausschließlich von Hand weiterbearbeitet.
Ganz zu Beginn werden durch das Ausschneiden entstandene Grate abgetrennt und die Kanten rund um das Zeigerauge gebrochen. Ist das Ziel ein bombierter Zeiger, so wird dieser in einen Halter auf Kork gelegt. Von oben wird Material durch Schleifen abgetragen, um die gewünschte Wölbung zu erzielen. Kork hat sich dabei als optimaler Untergrund erwiesen, der «sowohl stabil als auch weich bleibt», wie Hutkai schildert.
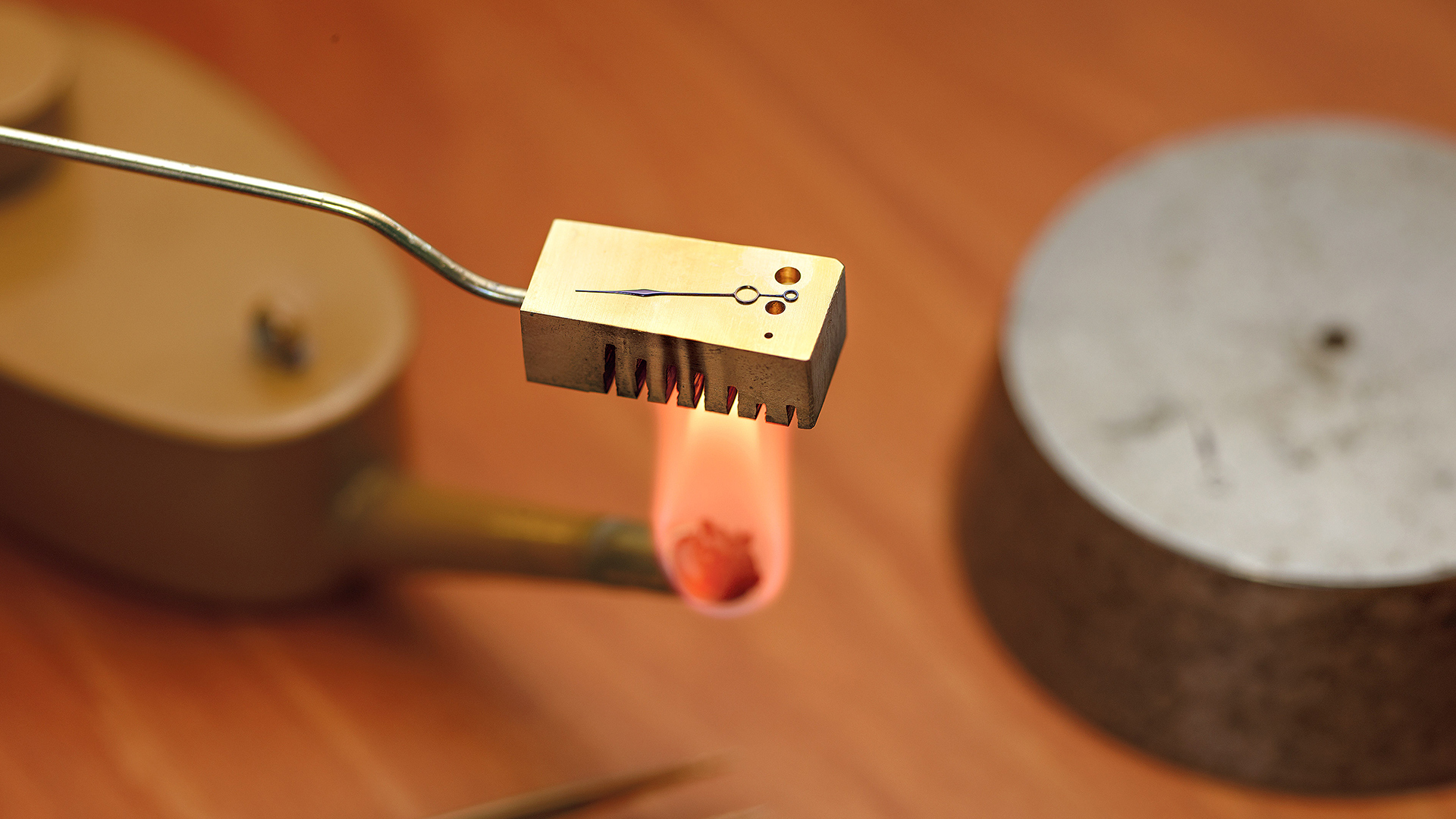
Es folgen ein Umfangschliff und schließlich die Hochglanzpolitur durch mehrfaches Polieren mit immer feineren Körnungen – alles von Hand. Nach einem weiteren Umfangschliff wird auch die Unterseite geschliffen. Stahlzeiger können «angelassen» werden – also durch Hitze gefärbt. Das erfolgt wie einst über der kleinen Flamme einer Spirituslampe.
Bei der Endbearbeitung gelten die gleichen Ansprüche wie beim Finissieren von Uhrwerken: «Es geht um gerade Linien, ausdrucksvolle Kanten und absolute Akkuratesse», fasst Hutkai zusammen. Für das Finish werden die Zeiger auf eine flache Halterung aufgelackt (d. h. geklebt) und mithilfe einer Zinnplatte spiegelpoliert. Diese auch «Schwarzpolitur» genannte, extrem feine Politur gilt als besonders ausdrucksvoll und ästhetisch.
Die Schwarzpolitur eines einzelnen Zeigers kann eine Stunde dauern – «an einem schlechten Tag auch deutlich länger», so Hutkai. Und er schmunzelt, dass man bei besonders herausfordernden Arbeiten auch mal den Atem anhalten muss. «Immerhin ist zum Beispiel der Zeiger des Modells Hamatic mit einer Stärke von 0,1 Millimeter so fein wie ein Haar.» Deshalb bleibt die Herstellung der Zeiger bis zuletzt eine Herausforderung.
Ganz am Schluss wird der Zeiger durch das Zeigerfutter ergänzt. In der Massenproduktion wird dieses aus dem Zeigermaterial geformt, bei hochwertigen Exemplaren als eigene Komponente mit dem Zeiger vernietet.
Solche Mühe zahlt sich aus – davon ist Sebastian Hutkai überzeugt: «Wir können besonders feine und dünne Zeiger fertigen, die zudem von besonderer Brillanz sind. Das sorgt für ein ästhetisches Gesamtbild, passend zum aufwendig finissierten Uhrwerk. Man sieht die Handarbeit, und dank der Zeiger erscheint unser Zifferblatt wie ein vollendetes Kunstwerk.»
Text: Iris Wimmer-Olbort
Vacheron Constantin American 1921
Fertigung von Mikrokomponenten