


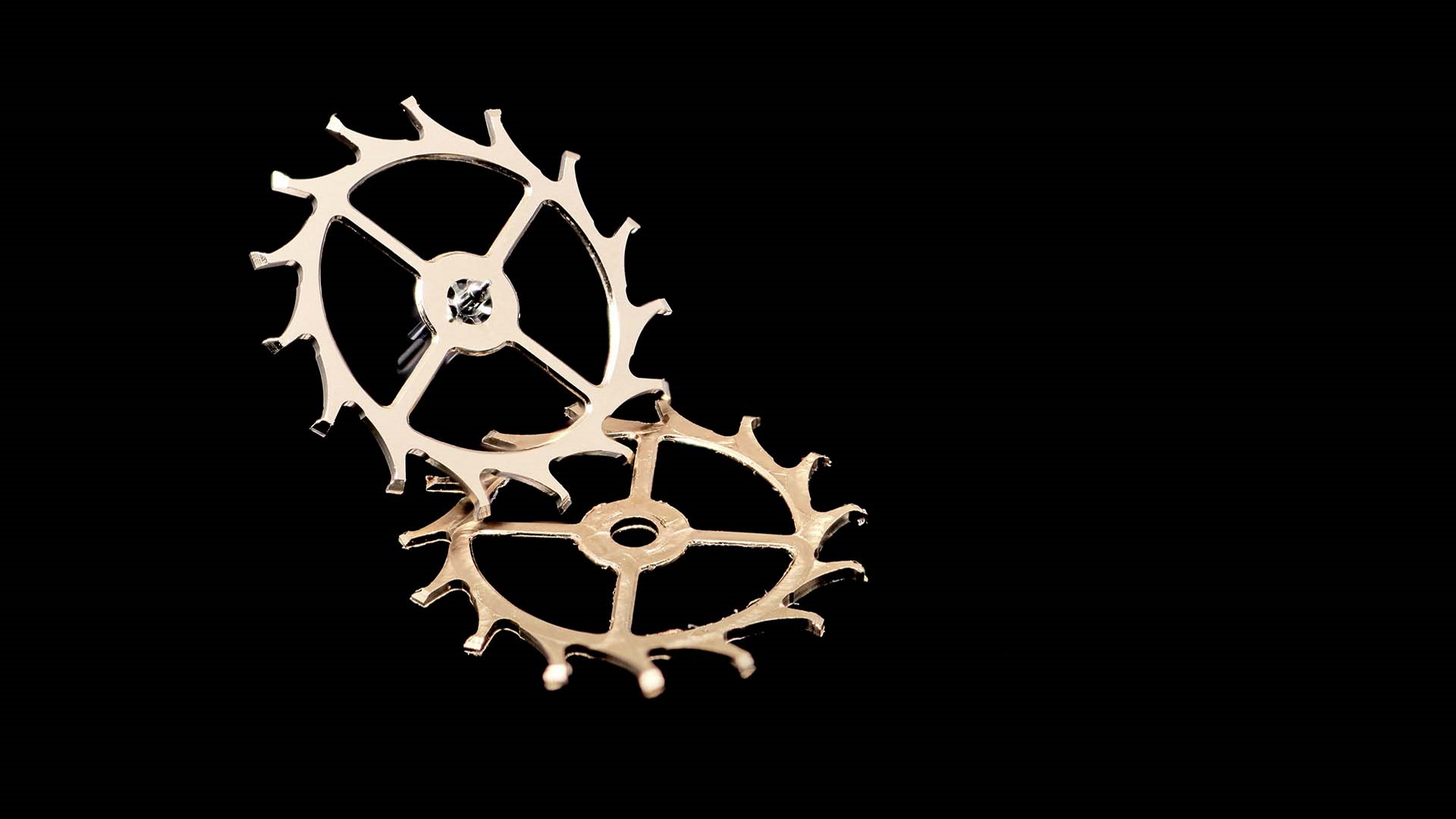





Central Impulse Chronometer «InVerto»Sunny Side Up
In seiner neuesten limitierten Auflage trägt das Zentralimpuls-Chronometer von Bernhard Lederer seine technischen Features stolz zur Schau und präsentiert sich von seiner Schokoladenseite.









